



 17373897710
17373897710
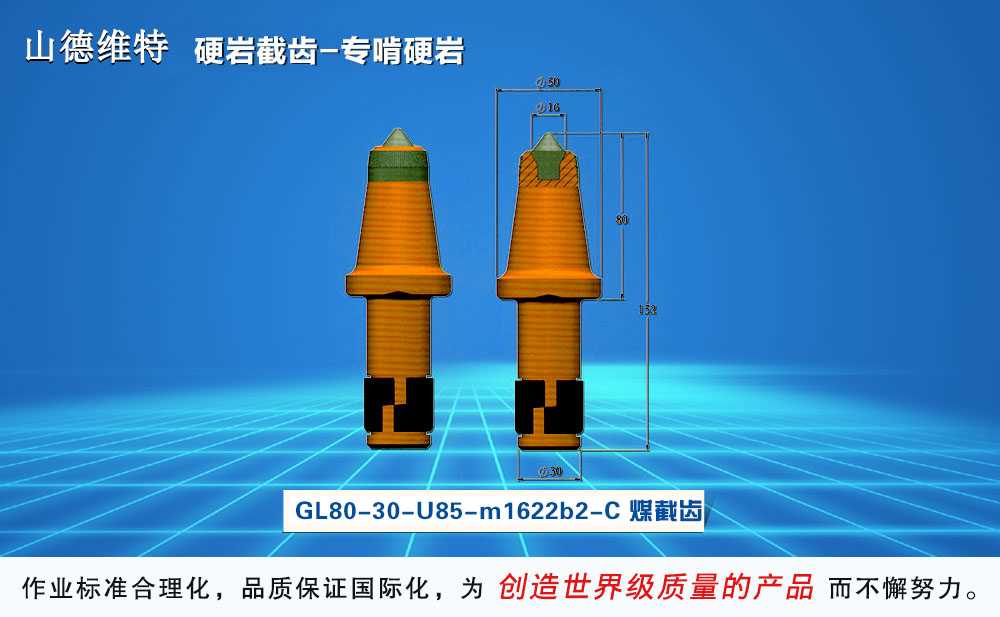
截齒釬焊的工藝與發展
2024-01-26
,截齒的爐中釬焊因其生產效率高,釬焊接頭的質量穩定,能在爐中加熱、釬焊和冷卻過程中受到氣氛的保護,使截齒避免氧化與脫碳。下面小黑為您介紹一下釬焊工藝與發展過程都有哪些?
采煤機、掘進機是通過截齒破碎巖石的,機器的大部分功率也是通過截齒消耗掉的。由于破碎機理所決定,截齒在切割時,煤巖的反作用力使截齒承受著強大的沖擊負荷。同時在切割過程中,截齒與煤巖之間要發生劇烈摩擦,如果煤巖中含有高磨礪性材料,摩擦將使截齒產生很高的溫度。截齒是在復雜多變的工況下工作的,是采煤機、掘進機上損耗Z大的元件,對噸煤和每米成巷成本影響很大。截齒的失效形式主要有合金頭脫落、崩刃、磨損和刀桿彎曲、折斷等,其中合金頭脫落是Z常見的損壞形式。因此截齒的釬焊質量備受人們重視在我g截齒生產中,釬焊多采用高、中頻感應方式或氣體火焰加熱方式。這兩種工藝方式均要求操作者具有較高的技術水平和操作熟練性,操作者的勞動強度大,工作環境惡劣,截齒的釬焊質量不易保證,生產效率低。另外,這兩種工藝操作均在空氣中進行,不可避免地使截齒體受到氧化和脫碳的危害。為此,本文就截齒釬焊的另一種工藝方式截齒的爐中釬焊進行論述與探討。
采煤機、掘進機是通過截齒破碎巖石的,機器的大部分功率也是通過截齒消耗掉的。由于破碎機理所決定,截齒在切割時,煤巖的反作用力使截齒承受著強大的沖擊負荷。同時在切割過程中,截齒與煤巖之間要發生劇烈摩擦,如果煤巖中含有高磨礪性材料,摩擦將使截齒產生很高的溫度。截齒是在復雜多變的工況下工作的,是采煤機、掘進機上損耗Z大的元件,對噸煤和每米成巷成本影響很大。截齒的失效形式主要有合金頭脫落、崩刃、磨損和刀桿彎曲、折斷等,其中合金頭脫落是Z常見的損壞形式。因此截齒的釬焊質量備受人們重視在我g截齒生產中,釬焊多采用高、中頻感應方式或氣體火焰加熱方式。這兩種工藝方式均要求操作者具有較高的技術水平和操作熟練性,操作者的勞動強度大,工作環境惡劣,截齒的釬焊質量不易保證,生產效率低。另外,這兩種工藝操作均在空氣中進行,不可避免地使截齒體受到氧化和脫碳的危害。為此,本文就截齒釬焊的另一種工藝方式截齒的爐中釬焊進行論述與探討。
1 爐中釬焊的特點
爐中釬焊是一種用冶金結合來連接小型組合件中各零件的生產方法。它采用有色金屬釬料作為結合材料,爐子為熱源。只有在釬焊前把釬料放在接頭上,并在釬焊過程中保持釬料位置不變,才能進行爐中釬焊。爐中釬焊的特點有以下幾個方面。
1.1 防止截齒體氧化與脫碳
為了防止鋼在釬焊和冷卻過程中的氧化和脫碳,爐中釬焊可以在爐子的釬焊室和冷卻室中采用合適的氣氛。適當的釬焊氣氛還能使熔化的銅釬料在不用釬劑的情況下對接頭表面進行適當的潤濕。釬焊使用的保護氣氛,主要是富放熱式氣氛、吸熱式氣氛和一些氮基氣氛。這些氣氛具有很好的防氧化能力。根據需要,可以把氣氛的碳勢控制在011%~012%,這個碳勢范圍完全適應截齒體鋼。
1.2較好的經濟性
一般來說,截齒的重量均小于116kg,是非常適合于進行爐中釬焊的。截齒的爐中釬焊可以使用間歇式爐或連續式爐,都能以較低的單件成本進行大量釬焊。因此爐中釬焊在大量生產時是Z有用和Z經濟的。它對偶爾的小批量生產也有很好的適應性,特別是截齒的爐中釬焊與截齒的熱處理相結合時,能夠達到Z經濟的效果。
1.3 釬焊質量穩定可靠
截齒釬焊設備的溫度控制、氣氛供給及操作,大多采用計算機數字化監控,其釬焊質量和穩定性靠設備的先進性得到充分的保障。而高頻感應及氣體火焰加熱等傳統釬焊方式的釬焊質量則過多依賴操作人員的技術水平和操作熟練程度。另外,由于釬焊爐的自動化程度較高,使操作人員的勞動強度大幅降低,工作環境得到較大好的改觀。
2 操作工序
2.1清洗 截齒在機械加工時,表面沾有油污,或機械加工完畢后因保管等原因表面會產生銹蝕。為保證焊接牢固,釬焊前b須進行表面清理工作,特別是釬焊面的清理。一般油污可以用航空汽油和丙酮清洗;當有銹蝕時,只能采用機械去銹法或酸洗法去銹。如用酸洗清理后,b須立即用清水清洗酸洗表面并進行烘干處理。對硬質合金頭和釬焊料同樣需要清洗,焊料表面如有氧化現象,也要進行酸洗處理,以免影響焊料的熔點溫度及焊料的流動性。
2.2裝配和夾緊 進行爐中釬焊的部件,一般都盡量設計成能用壓配合、擴口或其它不用夾具的方法進行裝配。但由于截齒體與硬質合金頭的配合b須要有焊縫間隙,因此b須設計**夾具,使截齒能保持Z立穩固的狀態。裝配時,將清洗好的釬焊料放入截齒體接頭孔內,然后將硬質合金裝入孔內,裝配好的組合件用夾具固定好裝入爐中。對于截齒爐中釬焊的夾具設計應考慮:¹結實,穩定,不易因小的振動而傾覆;º選擇多次加熱而不易產生變形的材料制成;»盡量限制重量,降低無效裝爐量;¼應考慮在硬質合金上施加一個P力,使焊料熔化時硬質合金能順利到達預定位置。
2.3釬焊 把裝在夾具中的截齒組合件送進爐子的釬焊室,在適當的保護氣氛中加熱,當截齒組合件溫度超過釬料熔點時,釬料潤濕并漫流于截齒體孔底與硬質合金下,在毛細管作用下進入接頭。截齒體與硬質合金之間焊縫間隙中。在形成結合中,釬料與未熔化的鋼及硬質合金表面形成固熔體。
2.4冷卻 截齒釬焊完畢后,移入爐子的冷卻室,在保護氣氛(通常與釬焊室中的氣氛相同)中冷卻,Z到截齒冷卻到足夠低的溫度(即使處于空氣中也不會使截齒表面產生氧化)時,才把截齒移出冷卻室。如果截齒體需要進行熱處理,應盡量考慮釬焊后的冷卻與截齒體熱處理冷卻的結合。
3 釬焊料及焊縫間隙
3.1釬焊料的選擇 對于截齒爐中釬焊焊料的選擇應考慮:
(1)具有良好的潤濕性,在釬焊溫度下,易于填充釬縫的間隙,即要求釬料能同時適于鋼與硬質合金兩種材料,使其形成良好的釬焊接頭;
(2)滿足截齒的力學性能,即形成的接頭焊縫的剪切強度應180MPa,并具有特定的韌性和滿足承受較高工作溫度的要求;
(3)滿足所用釬焊工藝及釬焊性,有合適的熔點,要求釬焊溫度低于930e,以避免截齒體在過高的溫度下,使其鋼組織晶粒長大,影響截齒體的韌性,另外過高的釬焊溫度也易造成硬質合金的損害,對釬焊爐的壽命也有影響;(4)成本因素。釬焊料的價格差異很大,銅釬料的成本較低,而銀釬料的成本較高,一般是相同體積銅釬料價格的40~50倍。從上述4個方面綜合考慮,如無t殊要求,截齒爐中釬焊料應盡可能地選擇銅釬料。銅釬料的主要優點為:成本低、焊接強度較高。而缺點為:釬焊點溫度偏高,一般都在900e以上,焊縫應力較大。
銀釬料的優點為:工藝性能好,熔點不高,具有良好的潤濕性、填滿間隙的能力、較好的強度和塑性。
其缺點為:價格高,釬焊接頭工作溫度低等。較好的截齒釬焊銅基焊料牌號主要有:HL105(BCu58ZnMn)、HL106等。
3.2 焊縫間隙 截齒釬焊焊縫間隙的大小是影響釬焊縫致密性和焊縫強度的關鍵因素,間隙太小,妨礙釬焊料流入,間隙過大,破壞釬焊縫的毛細管作用,使釬焊料不能填滿間隙。截齒的釬焊,是鋼與硬質合金的異種材料釬焊,考慮硬質合金的線膨脹系數比鋼要小,因此釬焊縫間隙應比鋼對鋼焊接時稍小,在使用HL105、HL106銅焊料時,截齒釬縫間隙一般為0.105~0.15mm,另外為了保證硬質合金周圍焊縫間隙均勻一致,可把硬質合金下端設計成錐臺形,以便利用截齒體與硬質合金兩錐面產生自定心效果。
4 結語
綜上所述,所以截齒的爐中釬焊工藝將越來越普遍地被采用。