



 17373897710
17373897710
優(yōu)異截齒的生產(chǎn)工藝流程
2018-08-15
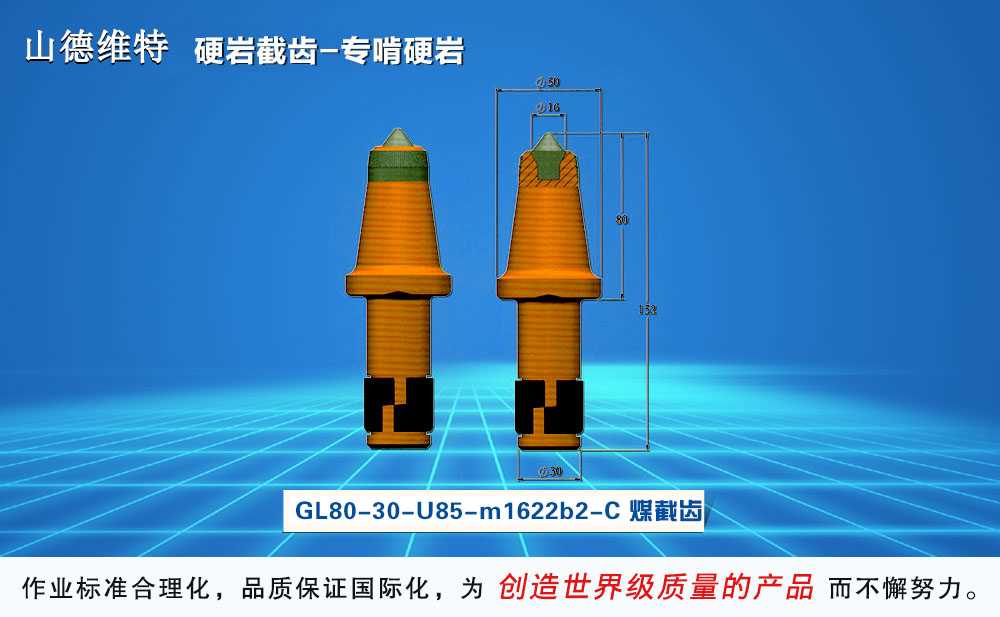
我公司生產(chǎn)的采煤機(jī)和掘進(jìn)機(jī)截齒的主要型號有U62、U47、U84、U85、U82,U92、U94,U95、S100、S120、S135、S150、S160、U170等。
山德維克礦山裝備制造有限公司的截齒生產(chǎn)流程如下:若有疑問,歡迎互相探討。
1、前期的工作:按照生產(chǎn)要求的訂單領(lǐng)取基礎(chǔ)材料鍛件、合金頭、銅焊片、卡簧、產(chǎn)品包裝箱。開機(jī)檢查整機(jī)是否運(yùn)轉(zhuǎn)正常。在生產(chǎn)工藝的要求下,調(diào)整回火的溫度和整機(jī)的運(yùn)轉(zhuǎn)。
2、做標(biāo)記:在固定的位置,對截齒托體進(jìn)行標(biāo)識,以便于后期售后的跟蹤,也便于產(chǎn)品的系列跟蹤。
3、截齒托體的凈化處理:檢查截齒托體是否有灰塵,油漬等,如果有異物及時清理干凈。以便于截齒的加工。沒有雜質(zhì)。
4、放置焊料:在規(guī)定的位置放置適量的焊料,以滿足焊接過程中的要求,在焊接過程中,把原材料準(zhǔn)備充足,以便于焊接的連續(xù)性。和批量出貨的過程中,產(chǎn)品的加溫保溫回火時間的穩(wěn)定性。
5、添加焊劑:按照技術(shù)要求,放置適量的助焊劑,均勻涂抹在截齒的端部和合金的周圍。特定要均勻適量涂抹,以滿足焊接工藝要求,也不可過量,造成焊劑的浪費(fèi)。
6、截齒托體整體加熱:按下主機(jī)中的開關(guān),進(jìn)行預(yù)加熱。溫度控制在920-950攝氏度之間,用測溫計(jì)進(jìn)行確認(rèn)溫度。
7、按壓合金頭:在優(yōu)異焊料含片融化之后,按壓合金頭,以滿足焊接緊密型。使得焊料焊劑均勻分布在焊接縫隙中。滿足截齒的工藝要求。避免合金頭焊接不緊密。
8、截齒的淬火:焊接好的截齒進(jìn)行淬火處理,放在淬火池里面進(jìn)行淬火處理,淬火的溫度要控制好。
9、截齒回火:按照工藝要求進(jìn)行回火處理。
10、截齒表面處理:對截齒的表面進(jìn)行處理,噴丸噴砂處理。
11、加裝附件:對檢驗(yàn)合格的需要安裝卡簧的截齒,進(jìn)行安裝卡簧。若不需要Z接進(jìn)行下一步的操作。
12、截齒防銹處理:在加裝附件之后,進(jìn)行檢驗(yàn),合格之后,進(jìn)行防銹處理,在**涂抹機(jī)上進(jìn)行涂油防銹處理。
13、截齒的整體包裝:對合格的截齒按特定數(shù)量裝箱。并且粘貼合格證,入庫后做好生產(chǎn)記錄。